This website uses cookies to ensure you get the best experience on our website.
- Table of Contents
In the early days of custom antibody production, scientists explored various animal cell culture technology platforms to identify the ideal system for monoclonal antibody (mAb) production. Among these, CHO cell antibody production quickly emerged as a leading approach, with Chinese hamster ovary (CHO) cells standing out for their versatility. They not only adapt well to bioreactor culture conditions but also generate antibodies with correct folding, glycosylation profiles, and high biological activity, which are needed for research and therapeutic use.
Over time, their proven performance, flexibility, and regulatory approval have made them the go-to choice in settings ranging from small research labs to large manufacturing plants. CHO-based cell culture methods are the industry standard for producing monoclonal antibodies, fusion antibodies, and antibody-drug conjugates at scales ranging from milliliters to thousands of liters.
CHO cells remain the leading platform for recombinant antibody production because they deliver human-compatible quality, high productivity, and a proven history of regulatory acceptance. Here are the key reasons behind their widespread use:
A defining advantage of CHO cell lines is their ability to generate antibodies with glycan structures that closely match those in human immunoglobulins. This feature is critical because glycosylation directly affects an antibody’s stability, solubility, serum half-life, and ability to engage immune effector functions. Unlike microbial expression systems such as E. coli, which lack glycosylation capabilities, or some yeast systems, which may produce non-human glycan patterns, Chinese hamster ovary cells can perform complex N-linked glycosylation, fucosylation, and sialylation in a way that supports proper folding and function. By mimicking human glycosylation, CHO cell antibody production reduces the risk of immunogenic reactions, ensuring suitability for both research-grade antibodies and therapeutic antibodies intended for clinical use.
In modern biopharmaceutical manufacturing, yield and consistency are as important as molecular quality. CHO cell lines can be adapted to high-density cell culture processes that include optimized feeding strategies such as fed-batch culture and continuous perfusion bioreactor cultivation. These methods maintain cell viability and productivity over extended periods, often with precise control of process parameters like pH control, dissolved oxygen, glucose concentrations, and lactate concentration. The ability to transition from small shake-flask experiments to industrial-scale bioreactors without significant loss of product quality makes CHO cells a versatile platform. Their compatibility with serum-free medium and chemically defined media also minimizes variability, supports GMP compliance, and simplifies downstream purification.
Since the approval of the first monoclonal antibody drug, CHO cells have consistently demonstrated a strong track record in regulatory submissions. This is due to decades of documented safety, reproducibility, and product consistency in the biopharmaceutical sector. Regulatory agencies such as the FDA and EMA are deeply familiar with the performance and safety profiles of CHO cell antibody production, which can shorten approval timelines for new products. This established precedent provides developers with a significant advantage over less common expression systems, where additional validation and risk assessment may be required. For companies aiming to bring new antibody drugs to market, this history of acceptance translates directly into reduced uncertainty and faster progression from laboratory research to commercial supply.
CHO-based antibody manufacturing follows a well-defined series of steps to ensure efficiency, scalability, and product quality. Here are the main stages in the process:
Production begins with sourcing the antibody’s gene sequence, which may come from Hybridoma technology, single B cell sequencing, or synthetic antibody libraries. The chosen sequence is then integrated into an expression vector specifically optimized for CHO cell antibody production. This process, often referred to as vector construction, involves selecting strong promoters, effective signal peptides, and codon optimization for Chinese hamster ovary cells. Additional genetic elements such as Dihydrofolate reductase (DHFR) or glutamine synthetase (GS) selection markers can be included to enhance stable integration and productivity. At this stage, gene expression strategies are tailored to match the intended production scale and process optimization goals.
Once the expression vector is prepared, it is introduced into CHO cell lines via transient transfection or stable integration.
High-producing clones are selected using productivity assays, often supported by flow cytometry, cell culture methods analysis, and molecular profiling. Parameters such as glycosylation profile, growth rate, and product stability are evaluated before moving forward. Many facilities now employ process control tools, including on-line and off-line sensors, to ensure that only the most productive and stable CHO cell lines advance to manufacturing.
Antibody expression occurs in controlled cell culture processes, either in shake flasks for small-scale work or bioreactor cultivation for industrial-scale production.
Key process parameters—such as pH control strategies, dissolved oxygen, and temperature shifts—are carefully monitored to ensure maximum yield without compromising antibody quality. Fine-tuning these bioreactor culture conditions is a cornerstone of process optimization in CHO cell antibody production.
Following secretion into the culture media, antibodies are harvested and purified using affinity chromatography, most commonly Protein A or Protein G columns. This step concentrates the product while removing host cell proteins and other impurities. Further polishing steps, such as ion-exchange or size-exclusion chromatography, may be used to achieve desired purity.
The final product undergoes rigorous quality assessment, including:
Meeting predefined critical quality attributes at this stage is essential before antibodies can proceed to preclinical research, diagnostics, or therapeutic applications.
CHO-produced antibodies serve diverse roles in medicine, diagnostics, and research due to their consistent quality and functional compatibility.
CHO-derived monoclonal antibodies form the foundation of many approved antibody drugs used in oncology, immunology, and infectious disease treatment. In cancer therapy, they can be engineered to block tumor growth signals, recruit immune cells through antibody-dependent cellular cytotoxicity (ADCC), or deliver cytotoxic agents as antibody-drug conjugates. In autoimmune disorders, CHO cell antibody production enables precise targeting of immune pathways, reducing inflammation without broadly suppressing the immune system. Their glycosylation profiles and critical quality attributes are optimized to ensure stability, predictable pharmacokinetics, and minimal immunogenicity. This precision reduces off-target effects, improving patient safety while maintaining therapeutic potency.
In diagnostics, CHO-derived antibodies are essential for developing highly specific and reproducible assay reagents. They are a mainstay in ELISA kits, lateral flow devices, and immunohistochemistry staining protocols—applications where consistency across cell culture processes and production batches is crucial. The use of Chinese hamster ovary cells in diagnostic antibody manufacturing ensures that reagents retain their binding affinity and glycan structures over time, supporting accurate detection of biomarkers in clinical and research samples. Their adaptability also allows conjugation with enzymes, fluorophores, or nanoparticles for signal amplification and multi-target detection.
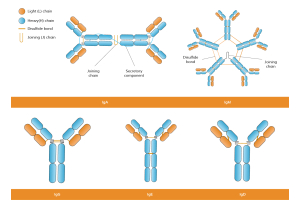
For basic and applied life science research, CHO-derived antibodies offer a reliable and customizable platform. They are used in functional assays to study gene expression, intracellular signaling, and intracellular transport in the Endoplasmic reticulum. Structural biologists rely on these antibodies for crystallography, cryo-electron microscopy (cryo-EM), and nuclear magnetic resonance (NMR) studies to understand molecular interactions at high resolution. In imaging, fluorescently labeled CHO-derived antibodies enable precise localization of proteins in live cells, fixed tissue, or whole organisms. Because CHO cell lines can be tailored through cell line engineering and process optimization, researchers can access antibody formats ranging from full-length Immunoglobulin G (IgG) to fragments such as single-chain variable fragments (scFvs) or antigen-binding fragments (Fabs)—each suited for specific experimental needs.
CHO systems offer several strengths that make them the preferred platform for antibody manufacturing, but they also come with certain constraints. Here are the key advantages and limitations:
At Boster Bio, recombinant antibody production in CHO cells is optimized for both performance and reliability. Our workflows minimize batch-to-batch variability, ensuring researchers receive antibodies with consistent affinity and specificity. Whether the need is for small-scale assay development or large-scale preclinical supply, our expertise in CHO cell antibody production supports projects from concept to application.
From bench-scale experiments to large-scale therapeutic manufacturing, CHO cell systems have set the benchmark for recombinant antibody production. Their combination of product quality, scalability, and regulatory acceptance secures their place at the forefront of antibody biotechnology. Whether for therapeutic use, diagnostic applications, or advanced research, CHO cells provide a reliable platform for producing high-quality monoclonal antibodies. With ongoing improvements in process control and feeding strategies, CHO cells will remain central to biopharmaceutical innovation.
Get Reliable CHO Cell Antibodies On Your Timeline!
From quick-turn research batches to large-scale preclinical production, Boster Bio delivers CHO cell antibodies you can trust for consistency and performance.
Request a quote today and take your project from concept to faster results.